

A can seamers job is to fold the can end (lid) around the can body in two precise mechanical operations, a process called double seaming, to tolerances as tight as plus or minus 0.05mm. Get it wrong and you get a leaking, unsellable can; get it inconsistently right and you get a fleet of cans with different seam quality sitting on the same pallet. ZANZ seamer replaces the manual springs, pneumatic force, and hand-adjusted tooling most machines rely on with a servo-driven, self-calibrating system accurate to 5 microns, because seaming is the one step in canning where close enough genuinely is not.

If you've ever had a batch come back from distribution with slow leaks, or spent an afternoon with feeler gauges trying to get a seaming chuck dialled in after a can-size change, this is for you.
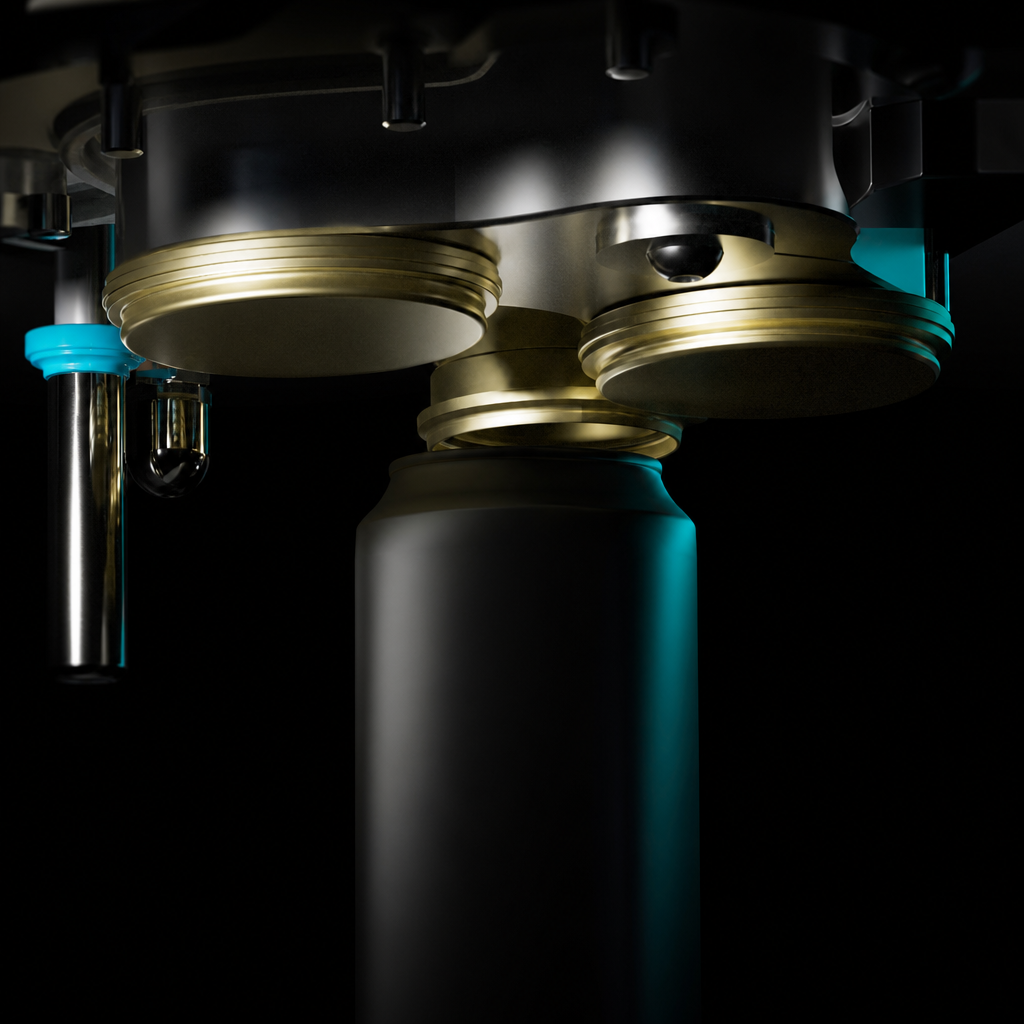
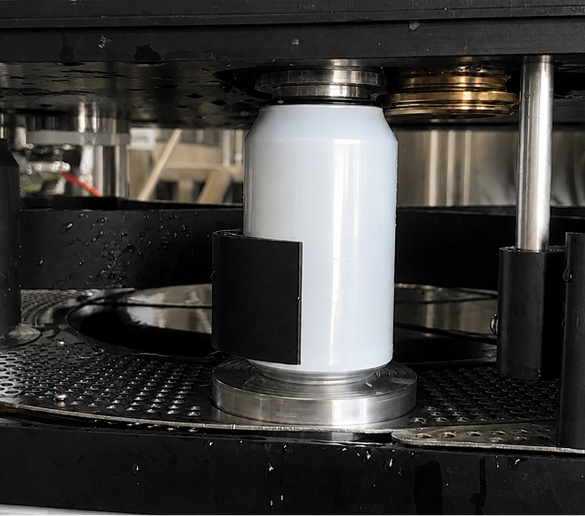
The can is pushed up onto a seaming chuck — a shaped tool that fits into the countersunk depression on the can lid's edge, centring the lid and can body coaxially with each other. Once centred and held under pressure, a first-operation seam roller presses onto the spinning can and rolls the lid's edge around and under the lip of the can body. A second-operation roller then compresses everything tightly together. That two-stage process is what's called double seaming, and it's the global standard for a reason: it's the only widely-used method that reliably produces an airtight seal at commercial speed.
It sounds simple described that way. In practice, several things all have to be correct simultaneously: how hard the can is pushed up onto the chuck, how fast it's spinning, how much force the roller applies, and how long the roller stays in contact. Manufacturers specify seam tolerances around ±0.05mm and that's the edge of acceptable, not the target. Get it wrong and, in the worst case, you get a leaky can; and a damaged or deformed can-end lip (more common than you'd think, even from a good pallet) can cause a leak even when your seamer settings are perfect.
Different can sizes and lid profiles complicate this further. Cans run from small format up to crowler-sized 307s, and lid profiles vary too, the CDL standard common in NZ and Australia, the wider "super end" used to save aluminium on high-volume lines like Coca-Cola's, and the deeper B64 profile still common in the US. Each profile needs its own correctly-sized chuck, correctly set.
There are three broad ways canning machines engage the seam roller onto the can, and each makes a different trade-off:
Servo-driven seaming isn't unique to ZANZ, it's increasingly common across the industry, including on several competitor machines. Where our approach differs is what the servo is connected to, and what still needs manual setup once you have one.
Having a servo motor solves the roller-engagement problem. It doesn't, on its own, solve the two other jobs a seamer has to get right: pushing the can up onto the chuck with the correct, consistent force, and getting the chuck itself correctly positioned every time you change can-end profile. Most machines servo-equipped or not still leave these to manual adjustment.
The result is a profile change that traditionally consumes hours and a specialist seaming engineer's time with real risk of a leaky, reputation-damaging can if it's done even slightly wrong, reduced to around ten minutes, performed by whoever's on shift.
If you're running a cam-based commercial-style seamer, you likely already know the trade-off: excellent once it's dialled in, but expensive, and every can-size or profile change means calling in or being a specialist with a case of precision tooling.
If you're running a pneumatic seamer, the more common experience for small-batch producers, you're likely managing slow drift you may not have fully traced to its source: seams that were fine last month needing a "tweak" this month, not because anything obviously broke, but because air quality, regulator wear, or actuator seals shifted gradually. Every changeover between can heights or lid types means re-measuring, re-adjusting, and re-checking the classic hours-long, expertise-dependent job most small producers dread.
On SOLO, the seamer calibrates itself against the can profile you select, holds that calibration without drifting, and only needs the seaming chuck swapped not re-tooled when you change lid types. Seam integrity stops being something you have to actively manage and becomes something the machine simply maintains.
Seaming folds the can lid around the can body in two precise mechanical operations (double seaming) to tolerances around ±0.05mm. Seal quality is critical a poor seam risks a leaking, unsellable can, and issues can arise even from a correctly-set seamer if the raw can-end lip is damaged.
The can is centred on a seaming chuck; a first-operation roller wraps the lid's edge around the can body's lip, and a second-operation roller compresses the fold tight. It's the global standard because it's the most reliable method for producing an airtight seal at commercial speed.
Cam-driven seamers suit high-speed commercial lines but are expensive and need specialist setup. Pneumatic seamers are common on small-batch machines but rely on force rather than position, which can drift over time. Servo-driven seamers with digital, self-calibrating positioning like ZANZ's offer commercial-grade precision without the manual re-tooling burden, and adapt to different can-end profiles by changing only the seaming chuck.
Most seam issues trace back to either roller position/force drift or a damaged can-end lip. On force-based (pneumatic) systems, check air quality, regulator calibration, and actuator wear regularly. On position-based systems, drift is largely designed out, so issues more often point to raw can-end quality.
On traditional cam or pneumatic seamers, manual re-adjustment is typically needed at every can-size or lid-profile change, and wear parts (seals, regulators) need periodic servicing to prevent drift. A self-calibrating servo system removes most of the manual re-adjustment; only the seaming chuck itself needs physical swapping between profiles.
Talk through throughput, can formats, and the line layout that fits your production.
A revolution in every can. ZANZ manufactures autonomous, intelligent micro canning machines that liberates beverage makers to unleash their creativity with unmatched control and quality.